Torneado
Torneado
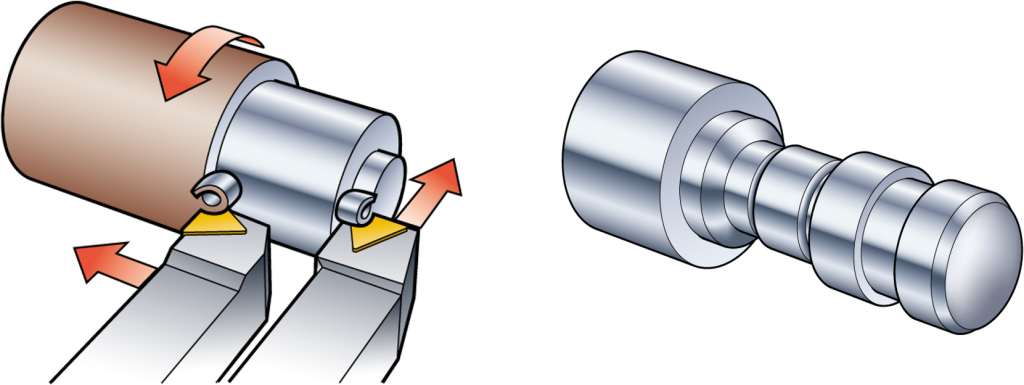
Torneado y refrentado como movimientos axial y radial de la herramienta.
Tres operaciones habituales de torneado:
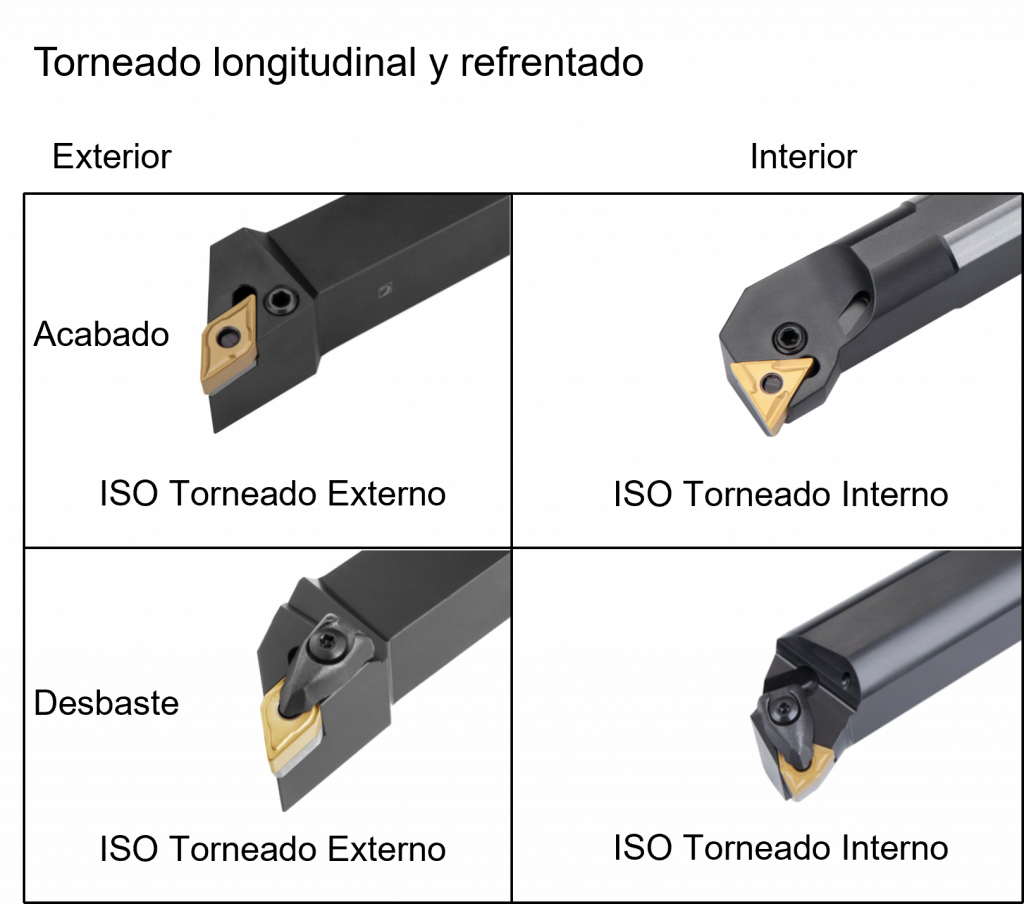
– Torneado longitudinal
– Refrentado
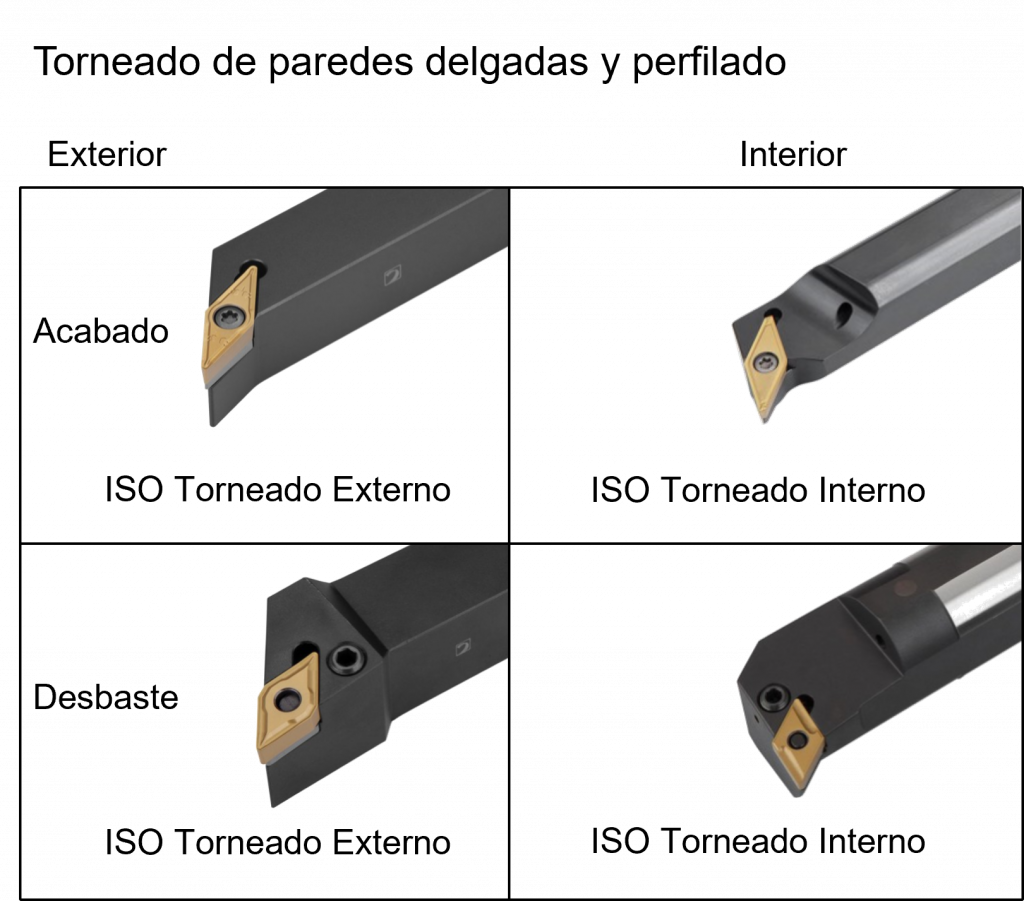
– Perfilado.
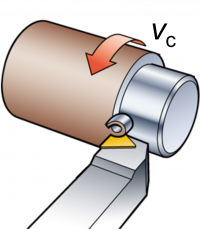
La velocidad de corte es la velocidad lineal, en metros por minuto (m/min), a la que se desplaza la herramienta por la superficie de la pieza.
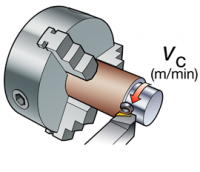
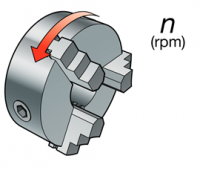
La velocidad del husillo en rpm (revoluciones por minuto) es la velocidad de rotación del plato y de la pieza
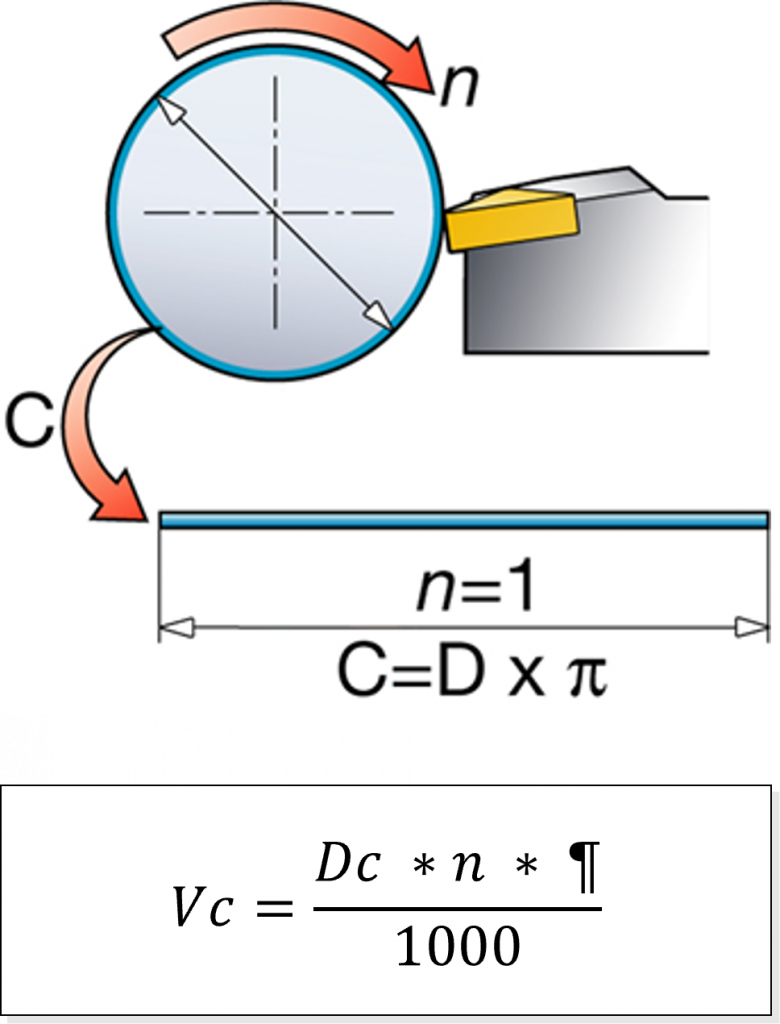
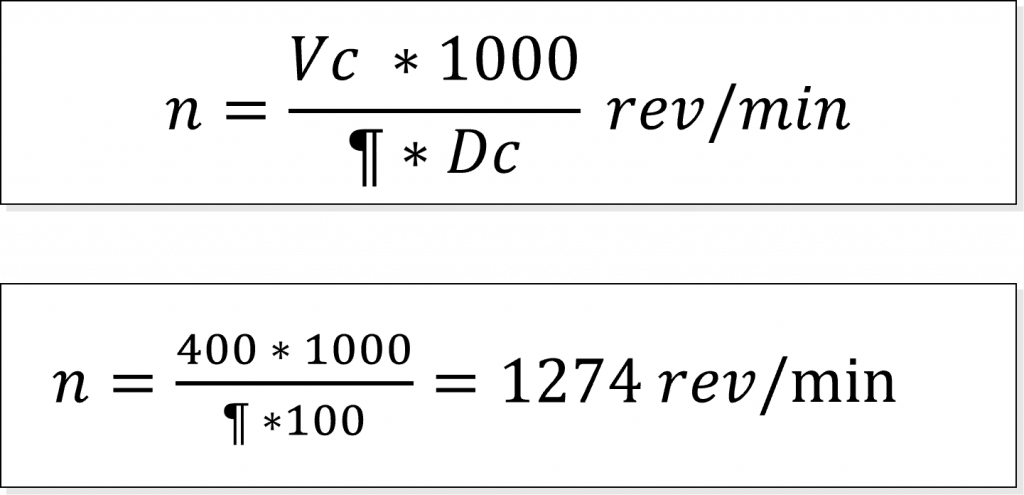
Definición de la velocidad de corte
La velocidad de corte se calcula en función del diámetro, pi (π) y la velocidad del husillo en revoluciones por minuto (rpm).
La circunferencia (C) es la distancia que recorre el filo en cada revolución.
vc = velocidad de corte (m/min)
Dc = diametro mecanizado (mm)
n = velocidad del husillo (rpm)
Circunferencia, C = π x Dc (mm)
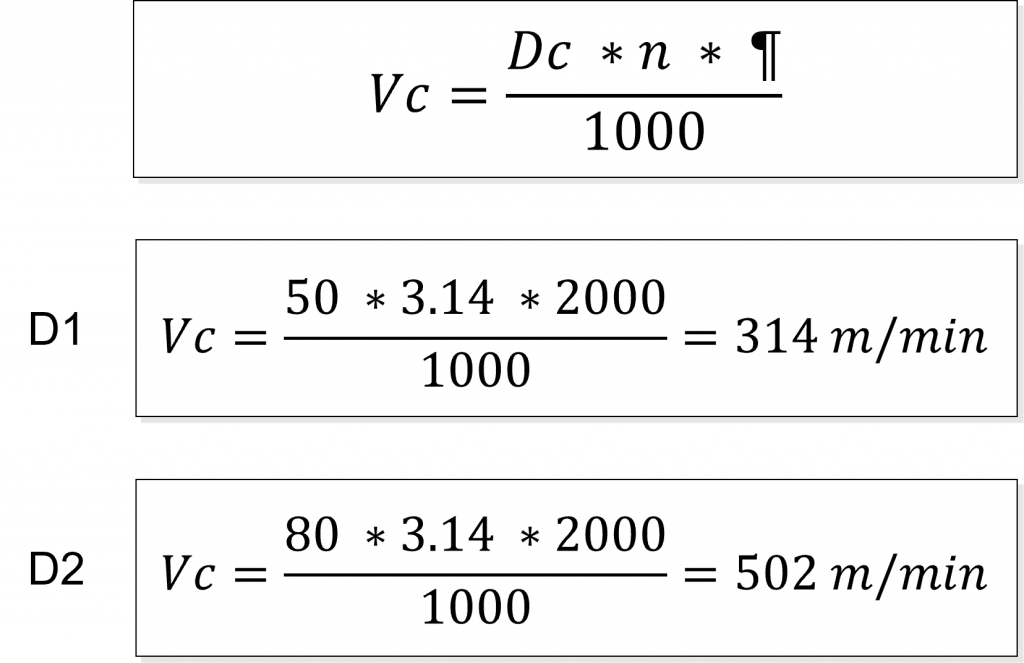
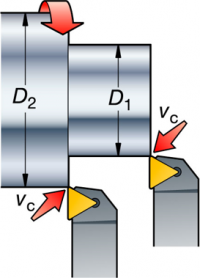
Ejemplo de diferencias en la velocidad de corte
Datos:
Velocidad del husillo = 2000 rpm
Diámetro D1 = Ø 50 mm
Diámetro D2 = Ø 80 mm
Ejemplo de calculo de las revoluciones por minuto
Ejemplo de como se calcula la velocidad del husillo (n) a partir de la velocidad de corte (vc).
Velocidad de corte, vc = 400 m/min
Diámetro Dc = 100 mm
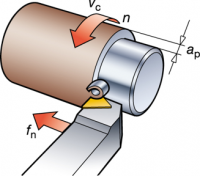
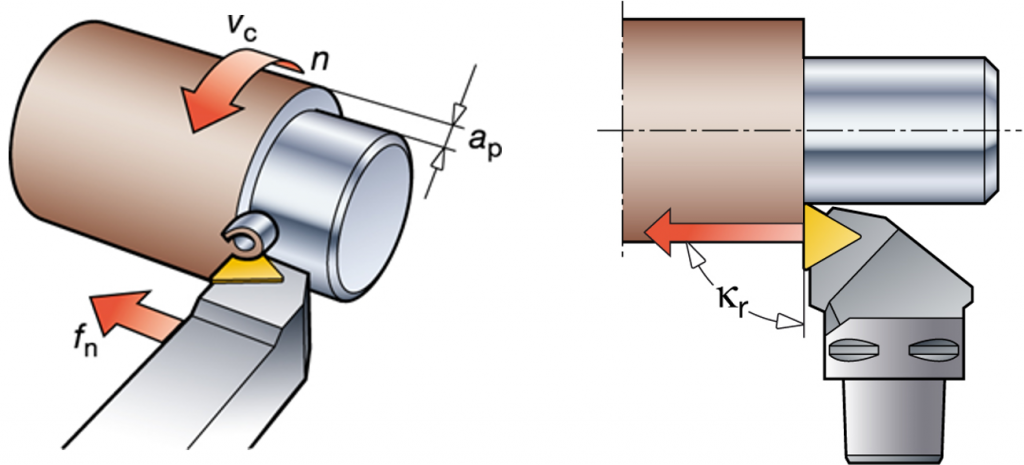
Definiciones de torneado
n = Velocidad del husillo (rpm)
Vc = Velocidad de corte (m/min)
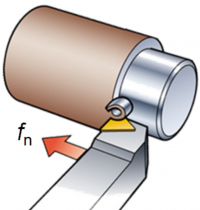
fn = Avance (mm/r)
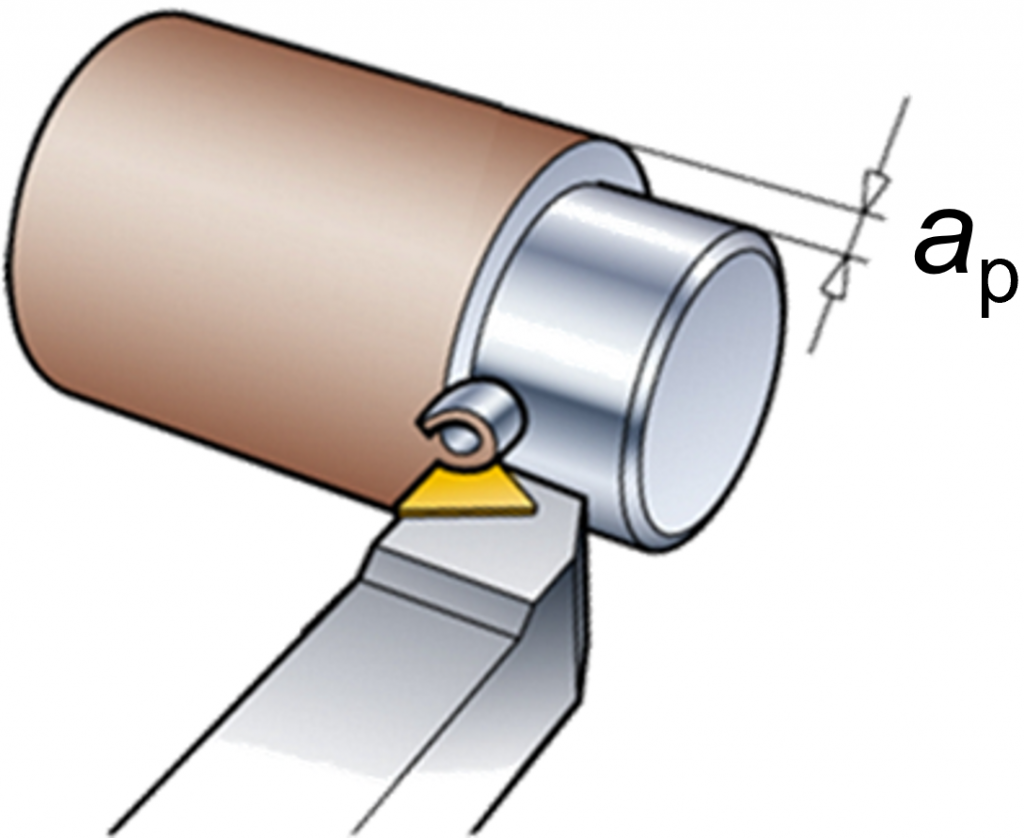
ap = Profundidad de corte (mm)
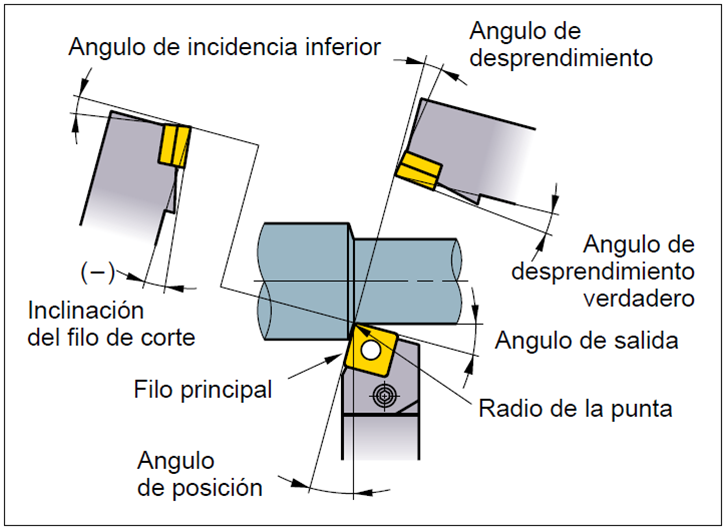
Kr = Angulo de posición
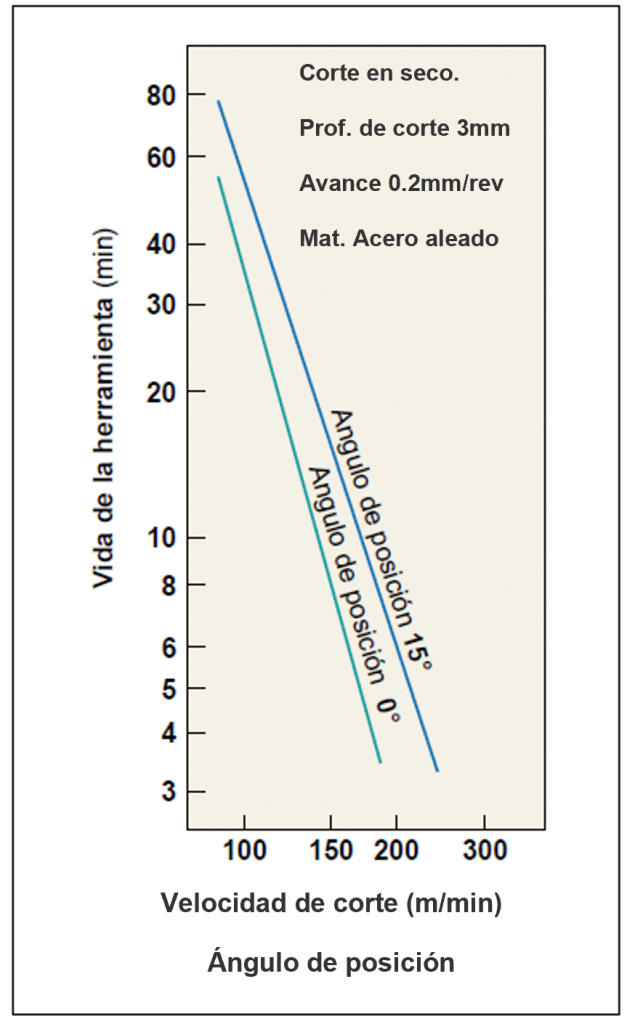
Efectos de la velocidad de corte (vc) en la vida del filo
Demasiado alta
• Rápido desgaste en incidencia
• Acabado deficiente
• Rápida formación de cráteres
• Deformación plástica
Demasiado baja
• Filo de aportación
• Poco económico
Efectos de la velocidad de avance (fn) en la vida del filo
Demasiado alta
• Perdida de control de la viruta
• Acabado superficial deficiente
• Craterización, deformación plástica
• Elevado consumo de potencia
• Virutas soldadas
• Martillado de las virutas
Demasiado baja
• Viruta fibrosa
• Poco económico
Efectos de la profundidad de corte (ap) en la vida del filo
Demasiado profundo
• Elevado consumo de potencia
• Rotura de la plaquita
• Incremento de las fuerzas de corte
Demasiado superficial
• Perdida de control de la viruta
• Vibración
• Calor excesivo
• Poco económico
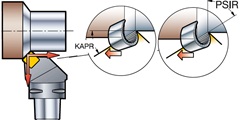
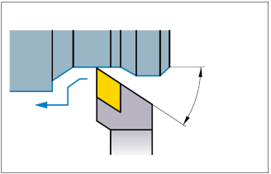
Ángulo de posición KAPR (inclinación PSIR)
•El ángulo de posición de la herramienta, es el ángulo que hay entre el filo y la dirección de avance.
Ángulo grande
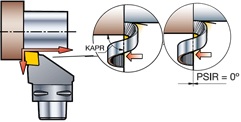
• Un ángulo de posición (KAPR) cercano a 90° (PSIR 0°) dirigirá las fuerzas de corte hacia el adaptador porta pinzas.
• Menor tendencia a la vibración.
• Mayores fuerzas de corte que generan una mayor necesidad de potencia.
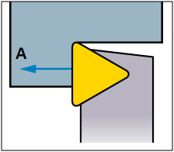
Ángulo reducido
• Fuerzas dirigidas tanto axial como radialmente.
• Mayor tendencia a la vibración.
• Reducción del desgaste en entalla de la plaquita.
• Bajos requisitos de potencia.
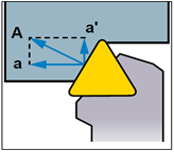
Ángulo de posición (ángulo de ataque y espesor de viruta)
•El ángulo de posición y el radio de punta, reducen el impacto y el efecto de la fuerza de avance, de la fuerza hacia atrás y el espesor de las virutas.
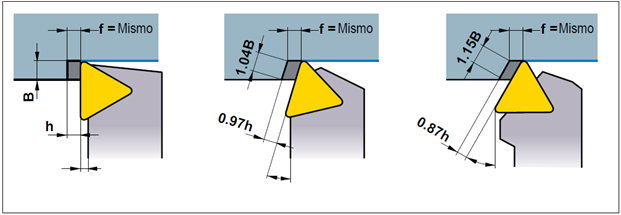
B: ancho de viruta
f: avance
h: espesor de viruta
Kapr: ángulo de posición
Efectos del ángulo de posición (ángulo de ataque)
1.Con el mismo avance, incrementando el ángulo de posición, incrementamos la longitud de contacto de la viruta y decrece el desgaste de esta, como resultado, el esfuerzo de corte se dispersa en un filo mas largo y se incrementa la vida de la herramienta.
2.Incrementando el ángulo de ataque, se incrementa la fuerza, por ello las piezas largas y delgadas, se doblan en muchos casos.
3.Incrementando el ángulo de posición, se reduce el control de viruta.
4.Incrementando el ángulo de posición, disminuye el espesor de viruta y aumenta la longitud de la misma, por lo tanto la rotura de la viruta es más difícil.
Cuando reducir el ángulo de ataque.
•Cuando damos acabados con poca profundidad de corte.
•En piezas largas y delgadas.
•Cuando la maquina tiene poca rigidez.
Cuando aumentar el ángulo de ataque
•Piezas endurecidas producidas por un alta temperatura de corte.
•Cuando se mecanizas piezas de diámetros grandes.
•Cuando la máquina tiene poca rigidez.
Ángulo de salida
•El ángulo del filo de corte evita interferencias entre la superficie mecanizada y la herramienta.
•Generalmente 5°-15°.
Efectos del ángulo de salida:
•Reduciendo el ángulo de salida, incrementamos la resistencia del filo, pero, también incrementamos la temperatura de corte.
•Reduciendo el ángulo de salida, la fuerza axial se incrementa y pueden aparecer vibraciones durante el mecanizado.
•Se recomienda un pequeño ángulo de salida en desbaste y un gran ángulo en acabado.
Inclinación del filo de corte
•La inclinación de la arista de corte, es la inclinación de la cara de desprendimiento.
•En el corte pesado, el filo se somete a un gran esfuerzo de corte al comienzo del mecanizado, la inclinación del filo protege de estos esfuerzos y previene su fractura.
Los efectos de la inclinación del filo de corte son favorables en el mecanizado, por ejemplo:
Una inclinación negativa del filo, genera un desprendimiento de virutas en la dirección de la pieza.
Una inclinación positiva del filo, genera un desprendimiento de virutas en la dirección opuesta de la pieza.
Una inclinación negativa del filo de corte, incrementa la robustez de este; pero también incrementa los esfuerzos de corte.
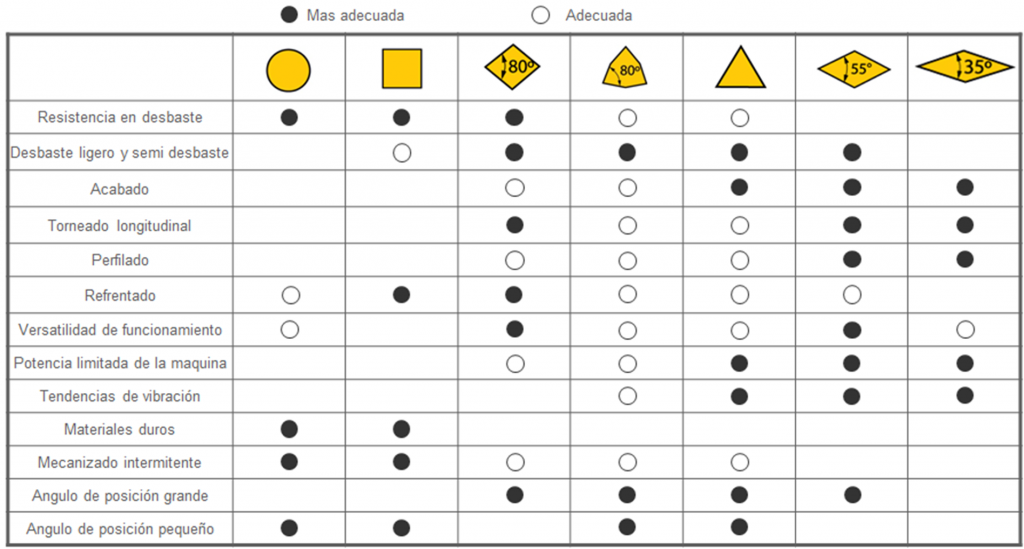
Influencia de un ángulo de punta grande o pequeño
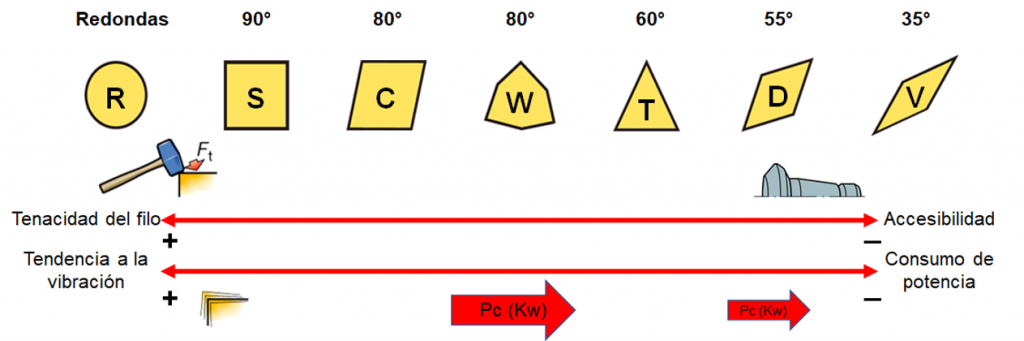
Angulo de punta grande
• Filo mas resistente
• Velocidad de avance superior
• Incremento de las fuerzas de corte
• Incremento de la vibración
Angulo de punta pequeño
• Filo más débil
• Accesibilidad optimizada
• Fuerzas de corte menores
• Menor vibración
La forma del inserto debe seleccionarse de acuerdo con la accesibilidad de ángulo de entrada requerida de la herramienta.
Se debe aplicar el mayor ángulo de punta posible para dar fuerza y confiabilidad a la inserción.
Un ángulo de punta grande es fuerte pero necesita más potencia de la máquina y tiene una mayor tendencia a vibrar.
El ángulo de punta pequeño es más débil y es más sensible a los efectos del calor.