
Machuelos
Descripción de la punta del machuelo
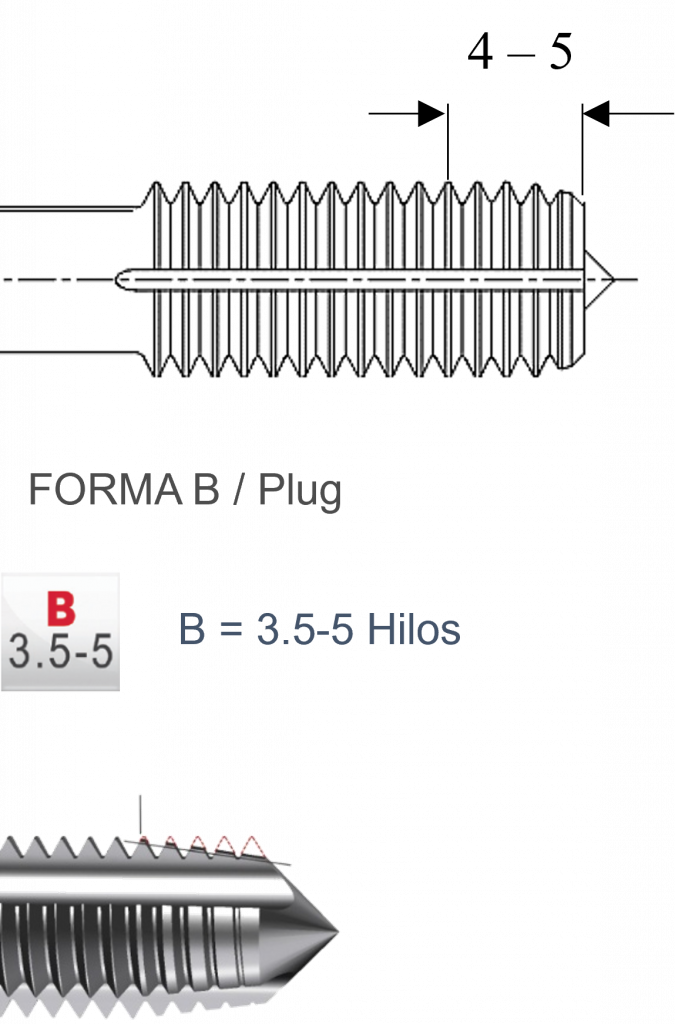
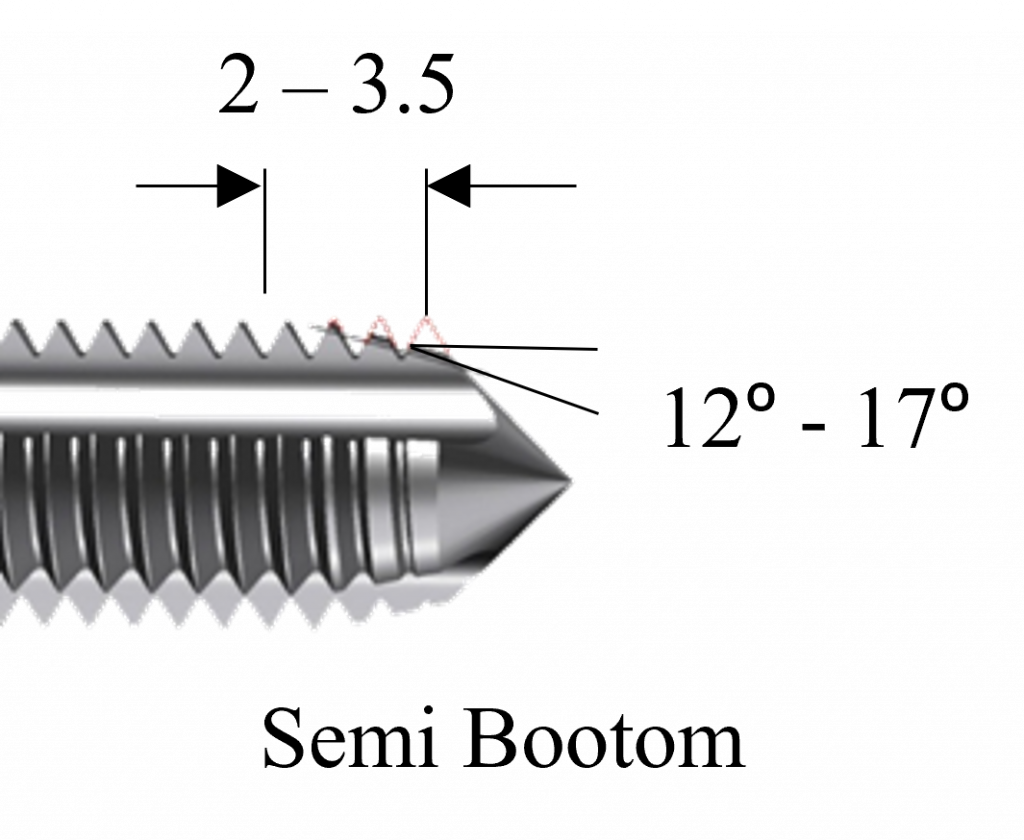
Chaflán largo:
Par elevado
Mejor calidad superficial
Viruta fina
Presión baja en el chaflán
Mayor vida útil de la herramienta
Más común para machos de entrada corregida
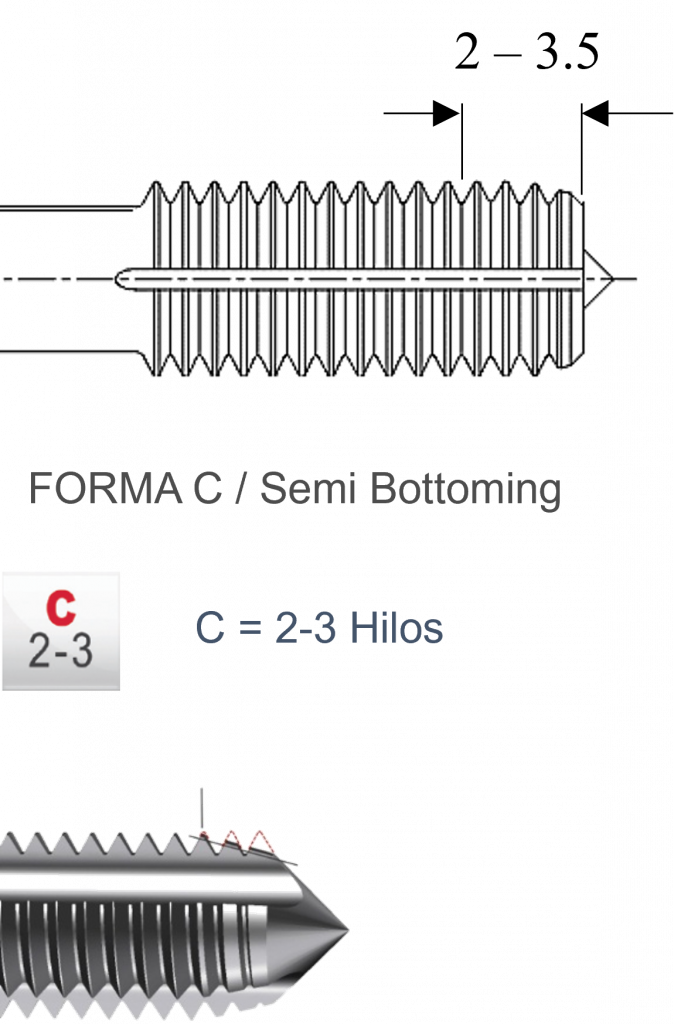
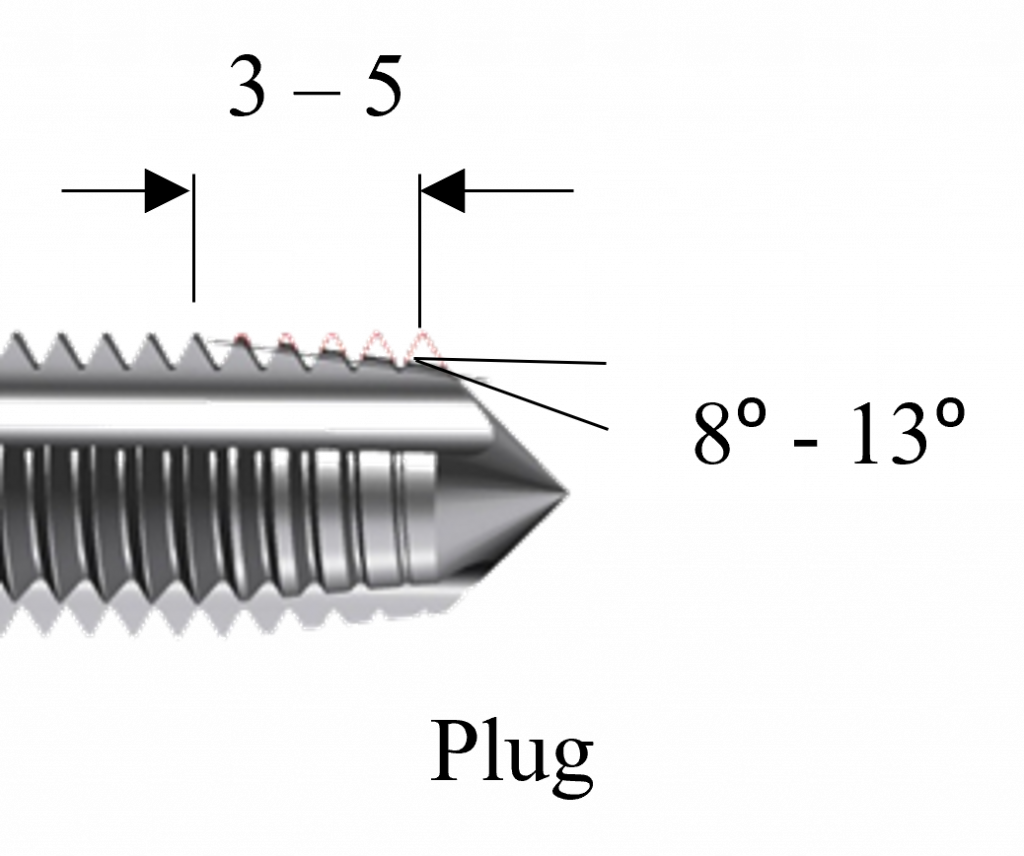
Chaflán medio:
Par bajo
Buena calidad superficial
Viruta de grosor normal
Presión normal en el chaflán
Vida útil de la herramienta normal
Diseño más común
Chaflán estándar para agujeros ciegos
Más común para machos de estría helicoidal
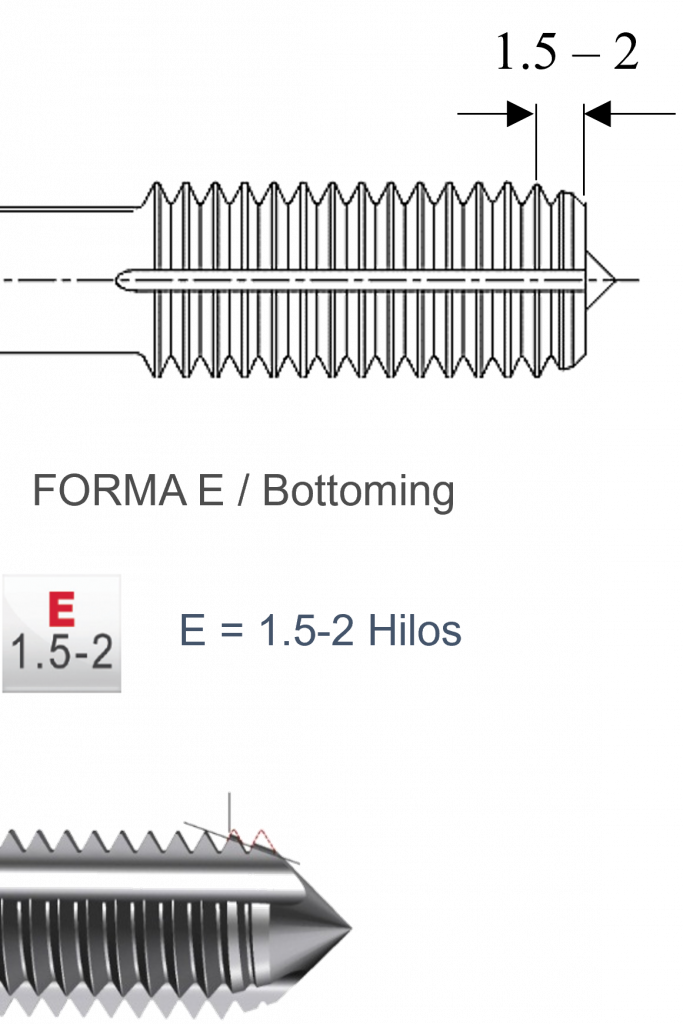
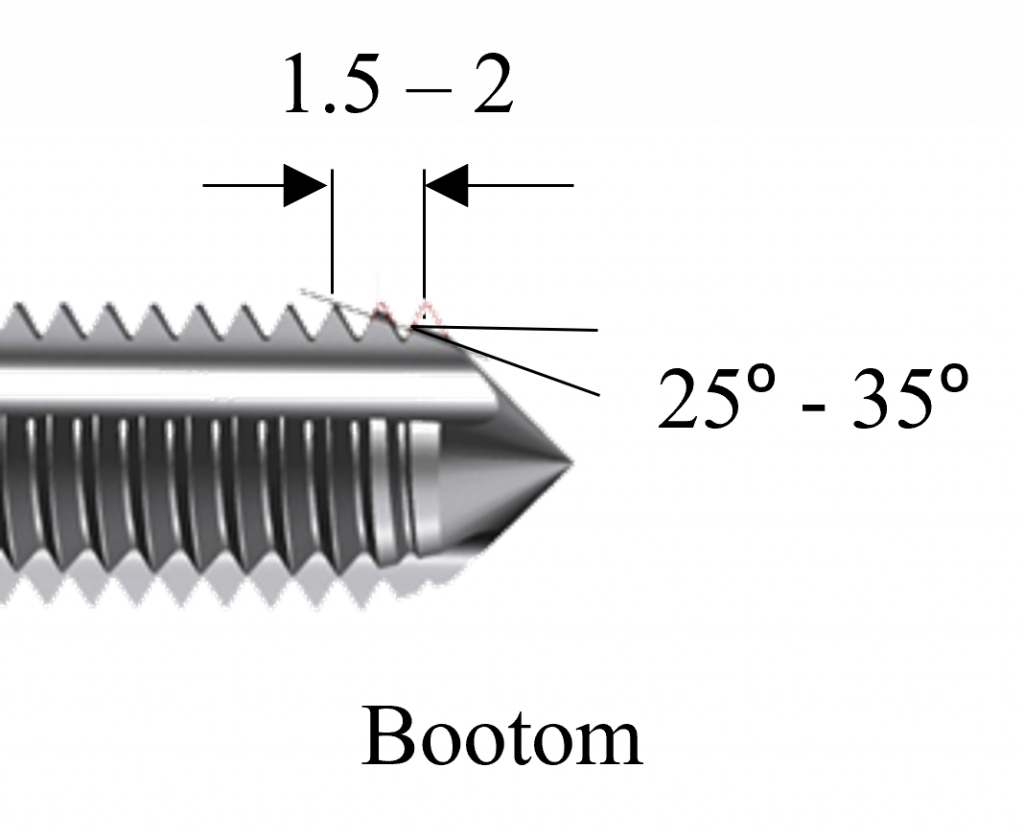
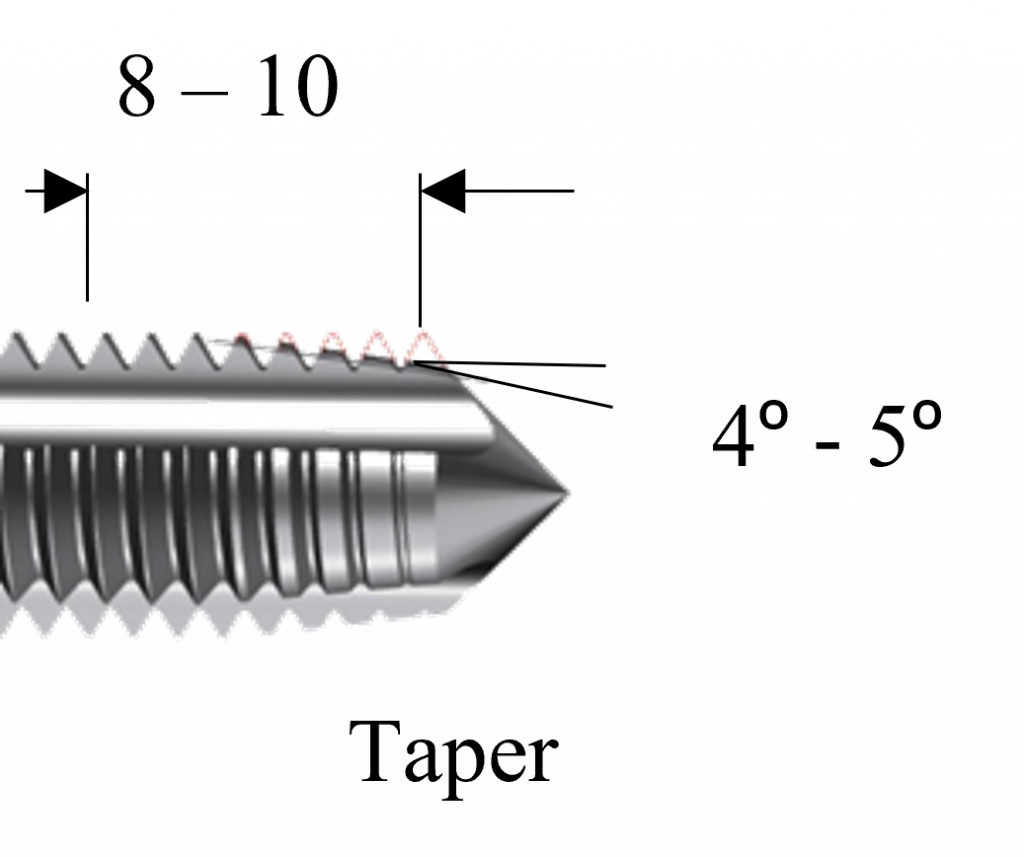
Chaflán corto:
Par bajo
Buena calidad superficial
Virutas gruesas
Presión alta en el chaflán
Menor vida útil de la herramienta
Diseño extremo
Cuando no hay mucha incidencia en la parte inferior del agujero
Descripción del ángulo de punta del machuelo.
| Tipo de ángulo | Ventajas y aplicaciones | Desventajas |
| 0º – 5º | Excelente desempeño en fundición y aceros duros. | No tiene buen desempeño en materiales blandos o de fácil mecanizado. |
| 8º – 14º | Excelente desempeño en aceros, aceros inoxidables y HRSA. | |
| 20º – 30º | Su mejor desempeño es en Materiales blandos como el aluminio. | Filo demasiado frágil y con tendencia a la rotura. |
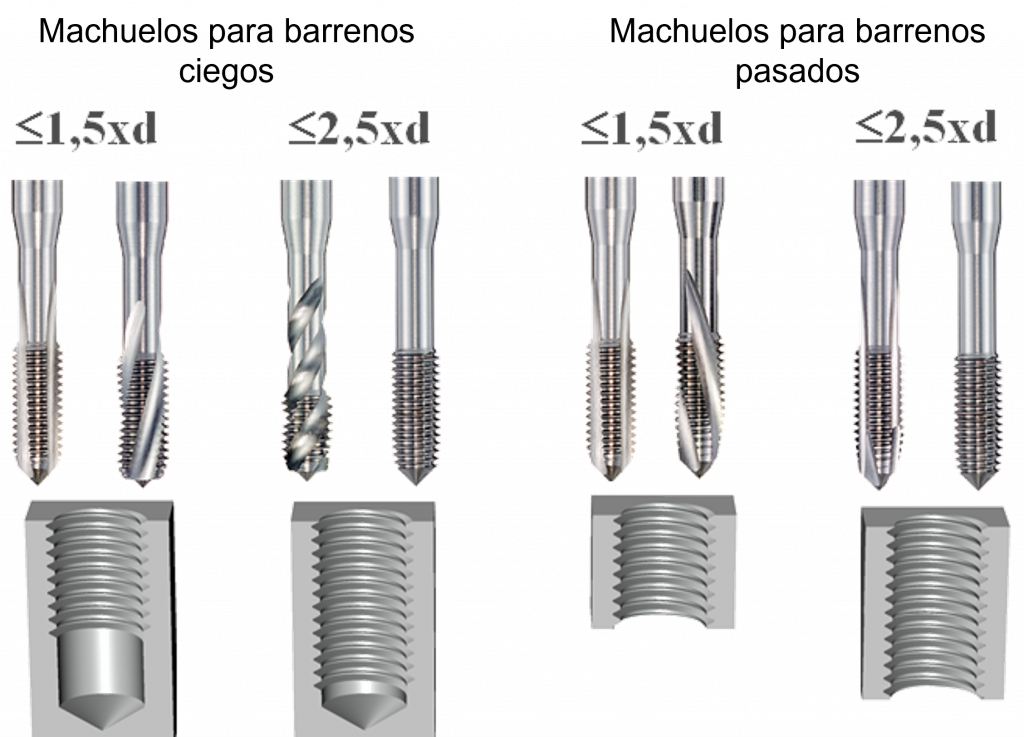
Diferentes tipos de machuelos.

Norma de fabricación del machuelo.

| ISO / JIS | LF corta (longitud funcional) Diámetro del mango en sistema métrico |
ANSI | LF corta Diámetro del mango en pulgadas |

| DIN | LF larga Diámetro del mango en sistema métrico |
DIN / ANSI | LF larga Diámetro del mango en pulgadas |
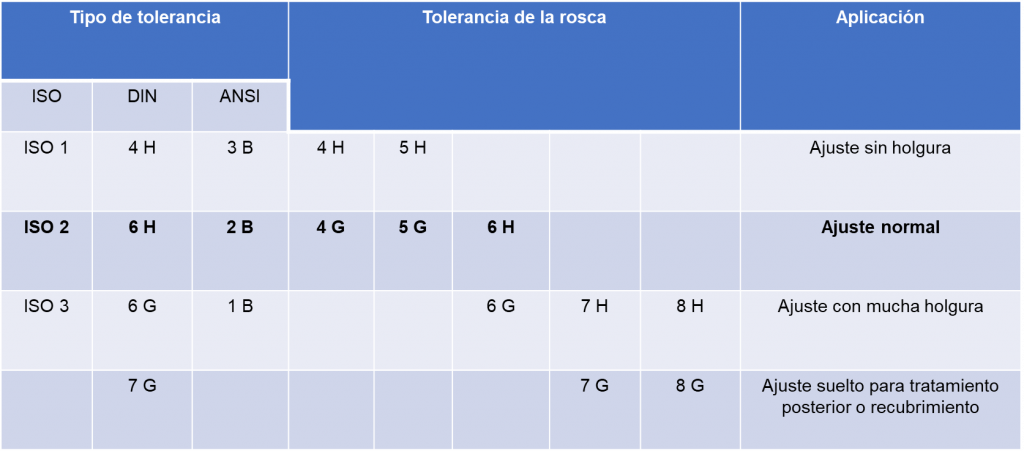
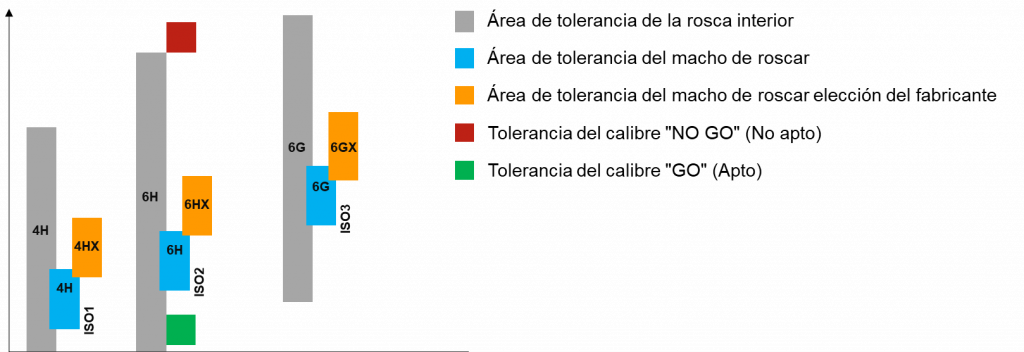
Tolerancia de la rosca.
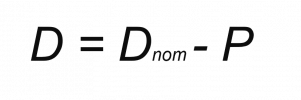
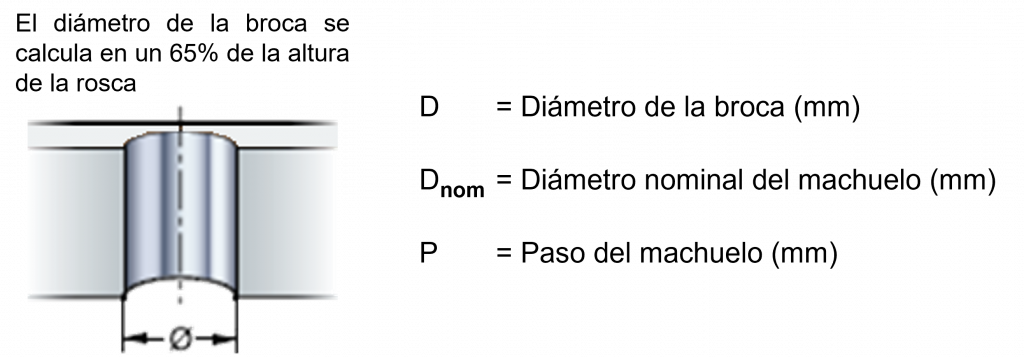
Formulas para calcular diámetro de la broca.
*Formula para calcular el diámetro del barreno para un machuelo de corte
Machuelos de aplicación específica.
TRATAMIENTO SUPERFICIAL
Dos recubrimientos:
Disponible con recubrimiento de Cromo Duro (Cr) para evitar la acumulación de viruta al roscar materiales que son propensos a pegarse a los filos.
Revestimiento superior de TiAlN con un tratamiento adicional del filo.
GEOMETRÍA DEL CANAL DE VIRUTA
El ángulo del canal en espiral de 40° para barreno ciego y de 48° en machuelos helicoidales facilita una evacuación de la viruta suave y rápida, lo que resulta adecuado para roscar agujeros ciegos profundos (tres veces el diámetro).
CHAFLÁN TRASERO
El chaflán trasero facilita la evacuación de la viruta, reduce el astillado de las últimas roscas y reduce al mismo tiempo el par cuando se invierte el giro del macho.

TRATAMIENTO SUPERFICIAL
Disponible en acabado brillante o recubrimiento TiAlN-Top combinado con un tratamiento de filo adicional que garantiza un excelente rendimiento en aceros de alta aleación.
GEOMETRÍA DEL CANAL DE VIRUTA
Disponible con entrada en hélice para agujeros pasantes y canales helicoidales (45 ° de ángulo) para agujeros ciegos.
CHAFLÁN DE SALIDA CÓNICO
En los machos de anillo rojo el chaflán posterior facilita aún más la evacuación de la viruta, reduce el astillamiento en los últimos hilos del macho y también reduce el par torsor cuando el giro se invierte.

TRATAMIENTO SUPERFICIAL
Disponible Vaporizado (ST) o recubrimiento Super-B (TiAlN + WC / C) combinado con un tratamiento de filo adicional que garantiza un excelente rendimiento en la mayoría de los aceros inoxidables.
GEOMETRÍA DEL CANAL DE VIRUTA
Disponible con entrada en hélice del canal en espiral de 40° para barreno ciego y de 48° en machuelos helicoidales.
El aumento del desahogo de la rosca garantiza la seguridad del proceso al roscar materiales
resilientes como, por ejemplo, el acero inoxidable.
CHAFLÁN DE SALIDA CÓNICO
En los machos helicoidales de anillo azul, el chaflán posterior facilita aún más la evacuación de la viruta, reduciendo el astillamiento en los últimos hilos del macho y también reduce el par torsor cuando el giro se invierte.

TRATAMIENTO SUPERFICIAL
Recubrimiento superior templado al vapor o de TiAlN.
GEOMETRÍA DEL CANAL DE VIRUTA
El diseño de las estrías rectas proporciona un excelente rendimiento en el roscado tanto de agujeros pasantes como de agujeros ciegos en materiales de viruta corta.
CHAFLÁN DE SALIDA SEMI CÓNICO
En los machos helicoidales de anillo blanco, el chaflán reduce el astillamiento en los últimos hilos del macho y también reduce el par torsor cuando el giro se invierte.

TRATAMIENTO SUPERFICIAL
Disponible en acabado brillante o recubrimiento Super-B (TiAlN + WC/C) que garantiza un excelente rendimiento en aluminios, latón y cobre.
GEOMETRÍA DEL CANAL DE VIRUTA
Disponible en estrías rectas con entrada en hélice para los agujeros pasantes y estrías helicoidales (ángulo a 35°) para agujeros ciegos.
CHAFLÁN DE SALIDA CÓNICO
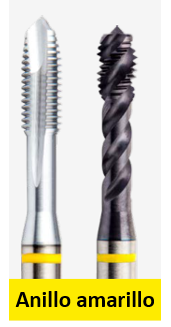
Geometría especial en los machos helicoidales de anillo verde que evita la acumulación de viruta, lo que reduce el riesgo de rotura al invertir el giro.

TRATAMIENTO SUPERFICIAL
Recubrimiento TiAlN-Top con un tratamiento adicional en el borde.
GEOMETRÍA FLAUTA
Geometría de punta espiral o flauta espiral de hélice baja con ángulo de inclinación bajo para un buen control de viruta y borde fuerza.
GEOMETRÍA DE CORTE
El perfil especial de tres radios con un rastrillo constante, el ángulo a lo largo de la longitud de la flauta conduce a un mejor control de propiedades de corte y evita la formación de virutas largas.
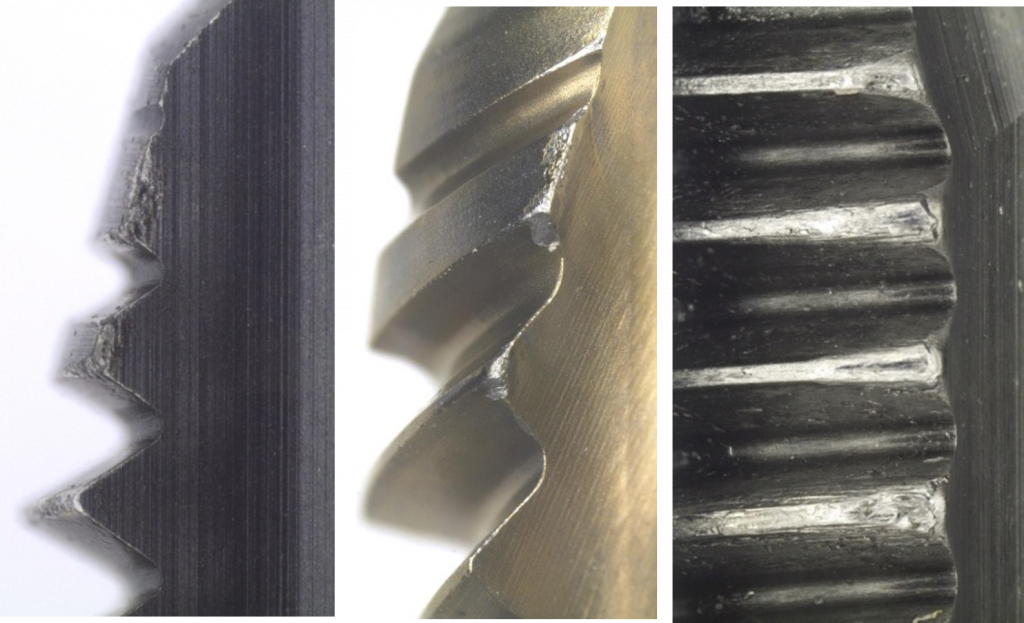
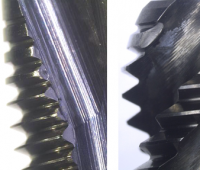
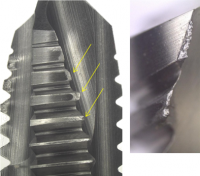
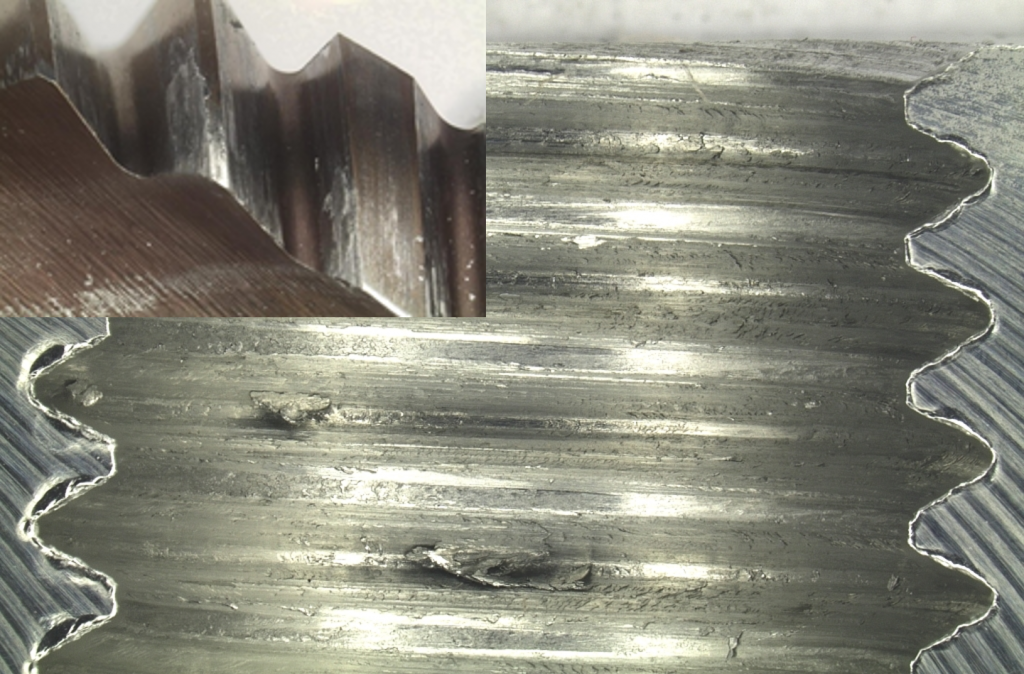
Desgastes comunes en los machuelos.
| Posibles Causas | Solución |
| Machuelo erróneo para el material ó aplicación | Utilizar un recubrimiento mas resistente al desgaste |
| Lubricante incorrecto ó insuficiente | Corregir lubricante y su cantidad |
| Velocidad de corte demasiado alta | Reducir la velocidad de corte |
| Endurecimiento superficial del agujero taladrado | Comprobar las recomendaciones de taladrado Ajustar la velocidad de corte Comprobar el desgaste de la broca |
| Posibles Causas | Solución |
| Machuelo erróneo para el material ó aplicación | Utilizar un machuelo con menor ángulo de desprendimiento |
| Lubricante incorrecto ó insuficiente | Corregir lubricante y su cantidad |
| El machuelo golpea la parte inferior del barreno | Aumentar la profundidad del barreno ó reducir la profundidad de roscado |
| Endurecimiento superficial del agujero taladrado | Comprobar las recomendaciones de taladrado Ajustar la velocidad de corte Comprobar el desgaste de la broca |

| Posibles Causas | Solución |
| Evacuación de viruta deficiente | Utilizar estría helicoidal mas grande durante el roscado. Incrementar la velocidad de corte. |
| Suele romperse en agujeros ciegos | Barrenar 1xD adicional de profundidad. |
| Virutas demasiado largas | Probar un macho brillante o templado al vapor. Reducir el ángulo de desprendimiento. Reducir la longitud del chaflán. Reducir el número de filos. |

| Posibles Causas | Solución |
| Machuelo de corte muy desgastado | Utilizar estría helicoidal mas grande durante el roscado. Incrementar la velocidad de corte. |
| Velocidad de corte incorrecta | Modificar velocidad de corte |
| Agujero de broca pequeño | Comprobar el desgaste de la broca |
| Posibles Causas | Solución |
| Selección errónea del machuelo | Utilizar un machuelo de aplicación específica |
| Lubricante insuficiente | Corregir lubricante y su cantidad |
| Velocidad de corte baja | Incrementar la velocidad de corte |
| Recubrimiento inadecuado | Utilizar machuelos sin recubrimiento |
| Posibles Causas | Solución |
| Acero de bajo contenido de carbono | Utilizar estría helicoidal grande durante el roscado. |
| Velocidad de corte incorrecta | Modificar velocidad de corte |
| Acero inoxidable austenítico | Seleccionar recubrimiento adecuado |
Formadores.
¿Formadores cuando utilizarlos?
•Para acero blando, acero inoxidable y aluminio
•Se puede utilizar en cualquier tipo de agujero
•Hasta 3.5 x profundidad de roscado
•Solución de roscado sin virutas
•Aumenta la resistencia de la rosca en determinados materiales como, por ejemplo, el aluminio

Principios del proceso.
•Machos de conformación en frío
•La rosca se forma mediante la deformación del material
•Machos sin estrías, lo cual aumenta la estabilidad de la herramienta
•Utilizar emulsión con un 8-12% de contenido en aceite
•La emulsión con aditivos EP (Presión Extrema) es beneficiosa para temperaturas extremas
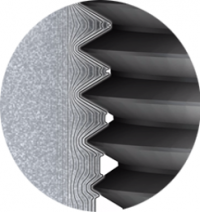
Macho de conformación
•La rosca se forma mediante la deformación del material.
•No se genera viruta.
•Más rápido que el roscado convencional
•Suele prolongar la vida útil de la herramienta
•Un tipo de herramienta para diferentes materiales, tanto agujeros pasantes como ciegos
•Garantiza roscas con la tolerancia correcta
•Roscas más resistente
•Menor rugosidad superficial en la rosca
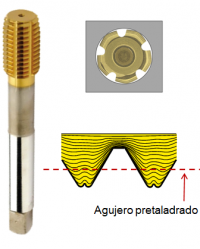
Formulas para calcular diámetro de la broca.
*Formula para calcular el diámetro del barreno para un machuelo laminador
